







Dear machinist, the internet doesn’t get you.
This is what you get when you type “chatter on a lathe” into an online repository of Graphical Interchange Formats, more popularly known as GIFs:
Does the above #chatteringteeth describe your infinite woe when you’re turning your workpiece and not achieving a smooth, clean finish?
We know, unlikely…
Well, you’re in luck because this post addresses chatter and how to overcome it by dropping the apron and inspecting the quick change box on a lathe.
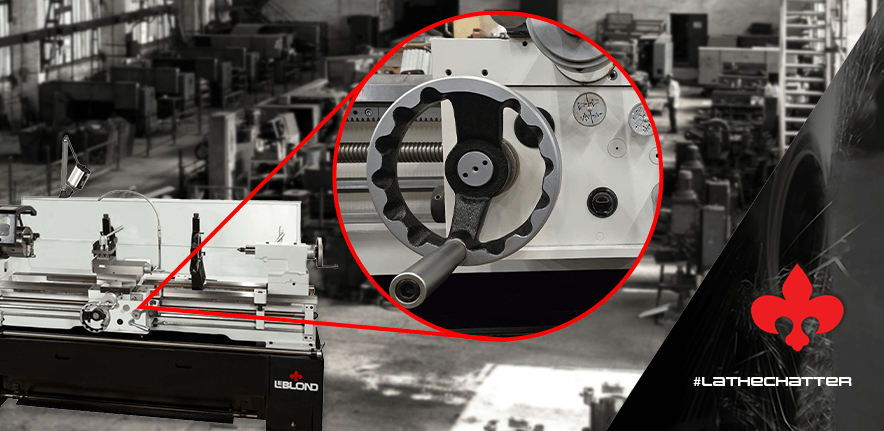
Understanding the Apron & its Functionality
The apron is a vital part of a lathe, acting as the central unit that controls various cutting operations.
Imagine it as the conducting maestro of the cutting process. It houses a complex system of gears that govern functions like longitudinal movement for facing and turning.
It also carries gears for the cross slide, allowing for precise lateral movements of the cutting tool.
The Quick Change Box: Selectable Speeds & Feeds
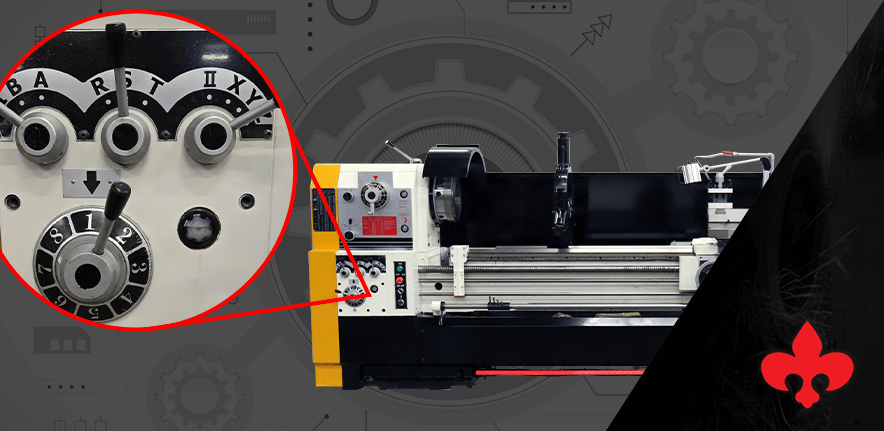
Located beneath the headstock, the quick change box serves as the lathe’s “transmission.”
It contains a meticulously arranged set of gears designed to deliver a range of feed rates and threading options.
Think of it as a gear selection system, allowing you to choose the optimal speed and feed for different cutting tasks.
Unlike the apron, the quick change box is a relatively self-contained unit and rarely requires removal unless it sustains significant damage.
Lathe Chatter: A Sign of Worn Gears
Chatter refers to uneven or rough cuts on the workpiece. This undesirable effect can be caused by several factors, but worn gears within the apron are a common culprit.
As these gears deteriorate, their ability to mesh smoothly diminishes, leading to inconsistencies in the cutting motion and resulting in the telltale chatter marks on the machined surface.
Addressing Chatter: When to Drop the Apron
When chatter occurs, inspecting the apron’s internal gears becomes necessary.
This procedure, known as “dropping the apron,” involves carefully detaching the apron from the machine.
Due to the weight of the apron, it’s crucial to have an extra set of hands and proper support to prevent damage during the process.
Once the apron is dropped, a thorough inspection of the gears allows you to identify worn or damaged components.
The Quick Change Box & Servicing
It’s important to remember that dropping the quick change box is not a typical maintenance procedure.
Its robust design and the presence of shear pins and soft taper pins usually safeguard it from incurring damage during regular operation.
However, if the quick change box experiences a severe impact or malfunctions, indicated by loud noises or the inability to operate the levers that control gear selection, removing it for inspection might be necessary.
Preventive Maintenance: Proper Lubrication
Both the apron and quick change box rely on proper lubrication to function smoothly and minimize wear and tear.
Regularly maintaining the recommended oil levels and using the appropriate lubricants specified in your LeBlond lathe’s manual is crucial for ensuring optimal performance and longevity.
Need Apron & QCB Components for a LeBlond Lathe?
When replacing worn gears in the apron or quick change box, using genuine LeBlond Original Equipment Supplier (OES) parts is vital.
These parts are meticulously manufactured to meet the exact specifications of your LeBlond lathe, guaranteeing precise fitment and optimal performance.
Opting for LeBlond OES parts ensures that your lathe retains its original capabilities and delivers the precision and durability you expect.
It also prevents #NotChatteringTeeth and gives you downtime to make a proper machinist GIF for the interwebs 🤣
If you need help servicing your LeBlond, call +1 (888) 532-5663 and select Option 3. For OES parts for your LeBlond or K.O. Lee machinery, select Option 1 or VISIT THIS PAGE.
Or just leave a comment below.
We look forward to hearing from you!
it may also be live center with bad bearings or off center of tail stock.
Sounds about right. Thanks James.
Dear Sir/Madam
My name is Jamil ur Rehman my experience about 37 years in Machine shop I know taper central mandrill explain some advantages
1. Job surface area finish machining
2. Center the job
3. Remove OVility
4. Sizes of straight no tapperness
I think taper center mandrill in most effective machine accessories and achieve above mentioned advatage
Thanks for the feedback Jamil.
Not really chatter, but if your using a steady rest and your finish looks like a phonograph record your bearings in the steady rest are shot.
In my 15 years of machining, I have never seen these issues be the cause of chatter. It’s usually excessive stickout, tooling issue, speeds/feeds, not running true, not taking a deep enough cut to get the nose radius buried, etc..
Thanks for the feedback Hayden. Would you be open to providing feedback on our content in the future? We could email you.